半自動式と自動式のオーガー粉末充填機があります。
半自動オーガー充填機はどのように使用すればよいですか?
準備:
電源アダプターを差し込み、電源を入れた後、「主電源スイッチ」を時計回りに90度回して電源を入れます。

注:本装置には、三相5線コンセント、三相活線、単相空線、単相アース線がそれぞれ1本ずつ装備されています。配線を間違えると、電気部品の損傷や感電につながる可能性がありますので、ご注意ください。接続前に、電源がコンセントに適合していること、およびシャーシが確実にアースされていることを確認してください。(アース線の接続は必須です。アース線を接続しないと、安全上の問題が発生するだけでなく、制御信号に多大な干渉を与える可能性があります。)また、当社では、自動包装機向けに単相または三相220V電源をカスタマイズすることも可能です。
2. 入口に必要な空気源を取り付けます:圧力P≥0.6mpa。

3.赤い「緊急停止」ボタンを時計回りに回すと、ボタンが跳ね上がります。これで電源を制御できます。

4.まず、「機能テスト」を実行して、すべてのコンポーネントが正常に動作していることを確認します。
作業状態を入力してください:
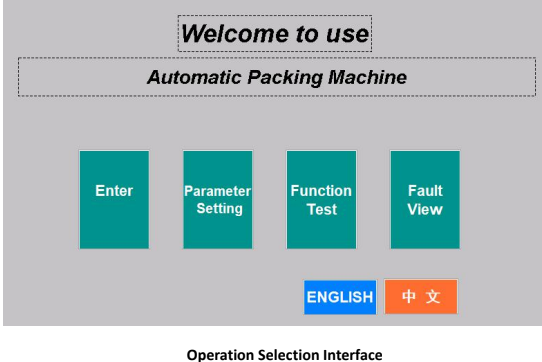
1. 電源スイッチをオンにして起動インターフェースに入ります(図5-1)。画面には会社のロゴと関連情報が表示されます。画面上の任意の場所をクリックすると、操作選択インターフェースに入ります(図5-2)。
2. 操作選択インターフェイスには 4 つの操作オプションがあり、それぞれの意味は次のとおりです。
Enter: 図 5-4 に示すメイン操作インターフェイスに入ります。
パラメータ設定: すべての技術パラメータを設定します。
機能テスト: 正常に動作しているかどうかを確認するための機能テストのインターフェース。
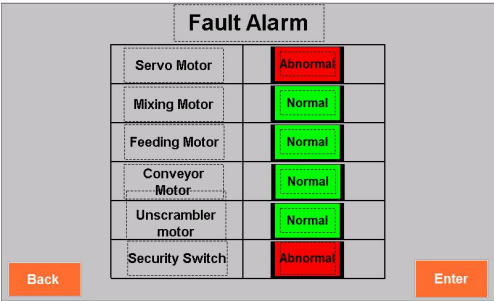
障害ビュー: デバイスの障害状態を表示します。
機能テスト:
操作選択インターフェースで「機能テスト」をクリックすると、図5-3に示す機能テストインターフェースに入ります。このページのボタンはすべて機能テストボタンです。いずれかをクリックすると対応するアクションが開始され、もう一度クリックすると停止します。機械の初回起動時にこのページに入り、機能テストを実行します。このテストが完了したら、機械は正常に動作し、シェイクダウンテストと正式な作業に入ることができます。該当するコンポーネントが正常に動作していない場合は、まずトラブルシューティングを行ってから作業を続行してください。
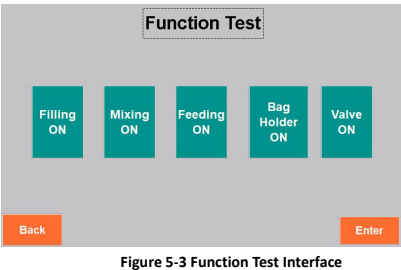
「充填オン」: オーガー アセンブリを取り付けた後、充填モーターを始動してオーガーの動作状態をテストします。
「ミキシングON」:ミキシングモーターを始動し、ミキシング状態をテストします。ミキシング方向が正しいか(正しくない場合は電源の位相を反転してください)、スクリューの騒音や衝突が発生しているか(発生した場合は直ちに停止し、トラブルシューティングを行ってください)。
「給餌オン」:補助給餌装置を起動します。
「バルブON」:ソレノイドバルブを起動します。(このボタンは、空気圧機器を備えた包装機専用です。空気圧機器がない場合は設定する必要はありません。)
パラメータ設定:
「パラメータ設定」をクリックし、パラメータ設定インターフェースのパスワードウィンドウにパスワードを入力します。まず、図5-4に示すように、パスワード(123789)を入力します。パスワードを入力すると、デバイスパラメータ設定インターフェースに移動します。(図5-5)インターフェース内のすべてのパラメータは、対応する処方に同時に保存されます。
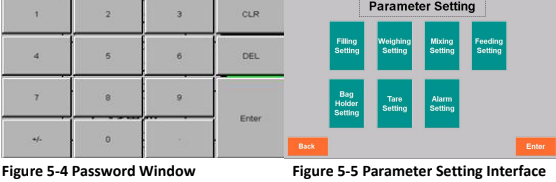
充填設定: (図5-6)
充填モード: 体積モードまたは重量モードを選択します。
音量モードを選択した場合:
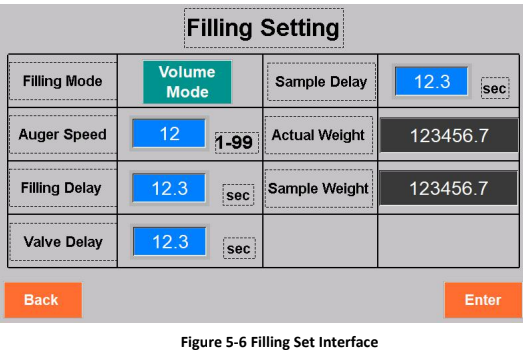
スクリュー回転速度:充填スクリューの回転速度です。回転速度が速いほど、充填速度が速くなります。材料の流動性と配合調整に応じて、設定範囲は1~99です。スクリュー回転速度は30程度が推奨されます。
バルブ遅延: スクリューバルブがシャットダウンするまでの遅延時間。
サンプル遅延: スケールが重量を受け取るまでにかかる時間。
実際の重量: 現時点での体重計の重量を表示します。
サンプル重量: 内部プログラムを通じて読み取られた重量。
音量モードを選択した場合:
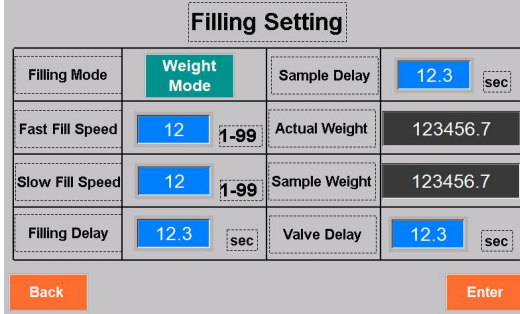
高速充填速度:高速充填のためのオーガーの回転速度。
充填速度が遅い:低速充填時のオーガーの回転速度。
充填遅延:コンテナが始動してからコンテナを満たすまでにかかる時間。
サンプル遅延:秤が重量を受け取るまでにかかる時間。
実重量:現時点での体重計の重量を表示します。
サンプル重量:内部プログラムを通じて読み取られた重量。
バルブ遅延:重量センサーが重量を読み取るまでの遅延時間。
ミキシングセット:(図5-7)
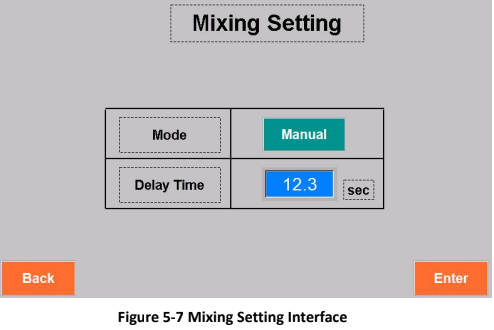
ミキシングモード: 手動と自動を選択します。
自動:機械は充填と混合を同時に開始します。充填が完了すると、混合の「遅延時間」が経過した後、自動的に混合を停止します。このモードは流動性の高い材料に適しています。混合時の振動による材料の落下を防ぎ、包装重量に大きなばらつきが生じるのを防ぎます。充填時間が混合の「遅延時間」より短い場合、混合は中断することなく継続して行われます。
手動:ミキシングの開始と停止を手動で行います。操作方法を変更するまで、同じ動作を繰り返します。通常のミキシングモードは手動です。
給餌セット:(図5-8)
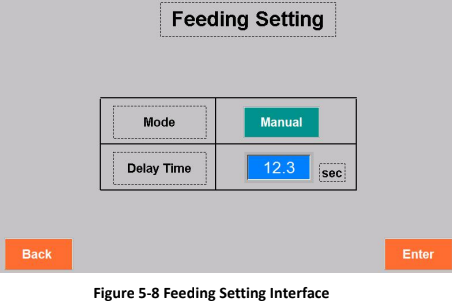
給餌モード:手動給餌または自動給餌を選択します。
自動:材料レベルセンサーが供給の「遅延時間」内に信号を受信できない場合、システムは材料レベルが低いと判断し、供給を開始します。手動供給とは、供給モーターを作動させて手動で供給を開始することを意味します。通常の供給モードは自動です。
遅延時間:機械が自動供給を行っている場合、材料が混合中に波打つように変動するため、材料レベルセンサーは信号を受信することもあれば受信しないこともあります。供給に遅延時間を設けないと、供給モーターが過剰に起動し、供給システムに損傷を与える可能性があります。
スケールセット: (図5-9)
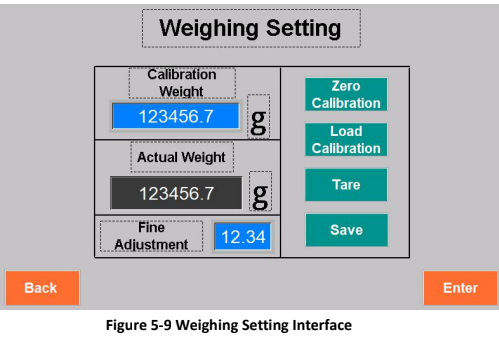
重量の調整:これは公称校正重量です。この機械は1000gの重量を使用します。
風袋:計量器上の重量をすべて風袋重量として認識します。「実重量」は「0」になります。
キャリブレーションの手順
1) 「風袋引き」をクリック
2) 「ゼロ校正」をクリックします。実際の重量は「0」と表示されます。3) 500gまたは1000gの分銅をトレイに載せ、「校正をロード」をクリックします。表示される重量が分銅の重量と一致していれば、校正は成功です。
4) 「保存」をクリックするとキャリブレーションが完了します。「キャリブレーションの読み込み」をクリックしても実際の重量と測定結果が一致しない場合は、上記の手順に従って、一致するまで再キャリブレーションを行ってください。(各ボタンをクリックする際は、少なくとも1秒間押し続けてから離してください。)
保存:保存 校正された結果。
実際の重量:スケール上のアイテムの重量はシステムを通じて読み取られます。
アラーム設定: (図5-10)
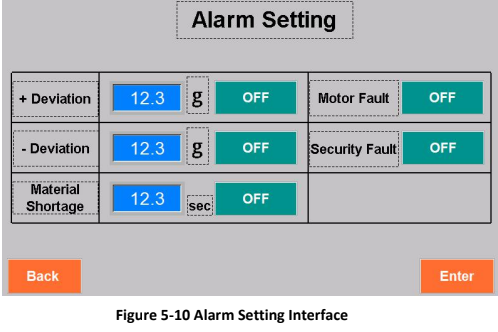
+ 偏差: 実際の体重が目標体重より大きい。残高がオーバーフローを超えると、システムが警告を発します。
-偏差:実重量が目標重量より小さい。天びんがアンダーフローを超えると、システムは警告を発します。
材料不足:材料レベルセンサーは一定時間、材料を感知できません。この「材料不足」時間が経過すると、システムはホッパー内に材料がないと認識し、警報を発します。
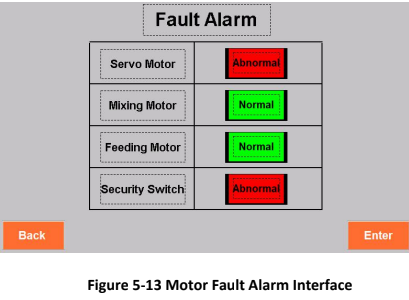
モーター障害: モーターに問題がある場合は、ウィンドウが表示されます。この関数は常に開いている必要があります。
セキュリティ上の問題:オープン型ホッパーの場合、ホッパーが閉じられていないとシステムが警報を発します。モジュラー型ホッパーにはこの機能はありません。
梱包作業手順:
正式なパッケージ化の主な操作とパラメータ設定について知るには、次のセクションをよくお読みください。
材料の密度が均一な場合は、ボリューム モードを使用することをお勧めします。
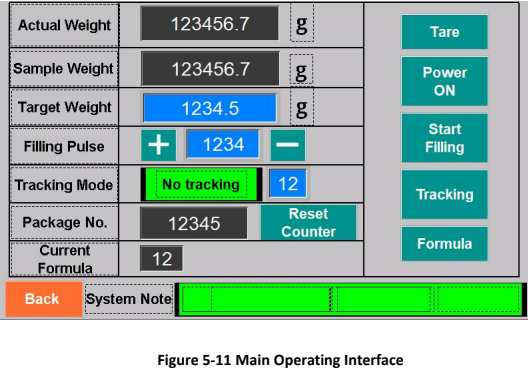
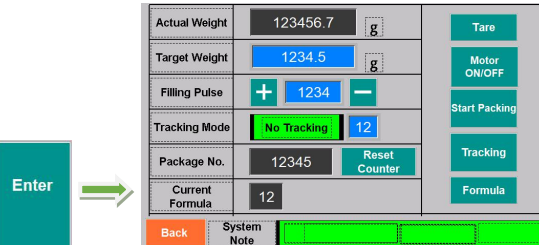
1. 操作選択インターフェースで「Enter」をクリックして、メイン操作インターフェースに入ります。(図5-11)
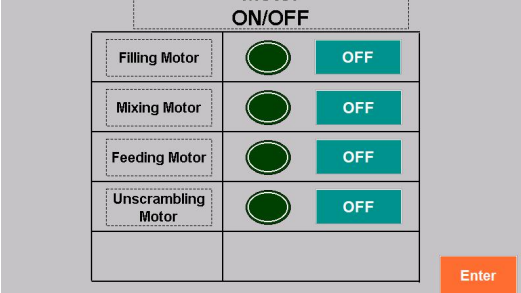
2. 「電源ON」をクリックすると、図5-12に示すように「モーターセット」の選択ページが表示されます。各モーターのオン/オフを選択したら、「作業ページに戻る」ボタンをクリックしてスタンバイ状態に戻ります。
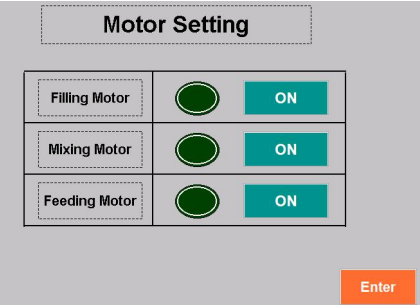
図5-12 モーターセットインターフェース
充填モーター:モーターの充填を開始します。
ミキシングモーター:ミキシングモーターを起動します。
給餌モーター:モーターへの給電を開始します。
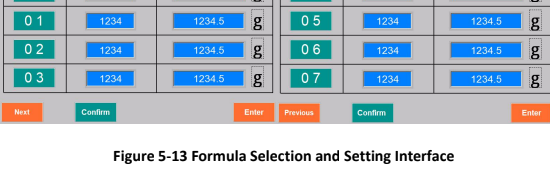
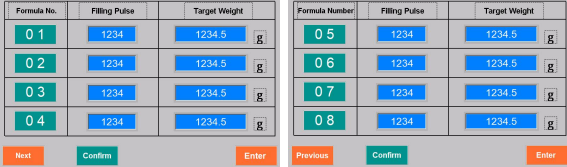
3. 「数式」をクリックすると、図のように数式の選択と設定ページに入ります。図5-13配合表は、各種材料の配合比率、流動性、包装重量、包装要件に応じて変化する充填条件を記憶する領域です。8つの配合表が2ページにわたって保存されています。材料を交換する際、機械に同じ材料の配合表が既に登録されている場合は、「配合表番号」をクリックし、「確認」をクリックすることで、対応する配合表を生産状態に素早く呼び出すことができ、装置パラメータを再調整する必要はありません。新しい配合表を保存する必要がある場合は、空の配合表を選択してください。「配合表番号」をクリックし、「確認」をクリックすると、この配合表が入力されます。以降のパラメータは、他の配合表を選択するまで、この配合表に保存されます。
4.「+、-」をクリックフィリングプラス」をクリックして充填パルス量を微調整します。ウィンドウの数字部分をクリックすると、数値入力インターフェイスがポップアップ表示され、パルス量を直接入力できます。(オーガフィラーのサーボモーターは1回転200パルスです。パルスを微調整することで、充填重量を調整し、偏差を減らすことができます。)
5. 「タレ「計量器に載っている重量をすべて風袋重量として認識します。ウィンドウに表示される重量は「0」です。包装重量を正味重量にするには、まず外装包装を計量器に載せて風袋引きをします。すると、表示される重量が正味重量になります。
6.「目標体重」と入力すると数値入力ウィンドウがポップアップ表示されます。目標体重を入力してください。
7. 追跡モード、「トラッキング「追跡モードに切り替えます。」
トラッキングこのモードでは、充填済みの包装材をスケールに載せると、システムが実際の重量と目標重量を比較します。実際の充填重量が目標重量と異なる場合、数値ウィンドウに表示されるパルス量に応じてパルス量が自動的に増減します。偏差がない場合、調整は行われません。パルス量は、充填と計量が行われるたびに1回自動的に調整されます。
追跡なし:このモードでは自動トラッキングは行われません。スケール上で包装材を任意に計量できますが、パルス量は自動調整されません。充填重量を変更するには、手動でパルス量を調整する必要があります。(このモードは、非常に安定した包装材にのみ適しています。パルス量の変動が少なく、重量の偏差がほとんどないため、包装効率の向上に役立ちます。)
8.パッケージ番号このウィンドウは主に梱包数を集計するためのものです。システムは、このウィンドウがいっぱいになるたびに1件の記録を保持します。累積梱包数をクリアする必要がある場合は、「カウンターをリセットします。梱包数はクリアされます。
9.充填開始「充填モーターオン」の状態で、一度クリックすると充填スクリューが1回転し、1回の充填が完了します。この操作は、フットスイッチを踏むのと同じ結果になります。
10. システムプロンプトシステムノート。このウィンドウにはシステムアラームが表示されます。すべてのコンポーネントの準備ができている場合は、「システム正常」と表示されます。デバイスが通常の操作に応答しない場合は、システムプロンプトを確認してください。プロンプトに従ってトラブルシューティングしてください。位相不足または異物の妨害によりモーターの電流が大きすぎる場合は、「障害アラーム」ウィンドウがポップアップ表示されます。デバイスにはモーターを過電流から保護する機能があるため、過電流の原因を特定する必要があります。トラブルシューティングを行った後にのみ、マシンは動作を継続できます。
材料の密度が均一でなく、高精度が必要な場合は、計量法を使用することをお勧めします。
1. 操作選択インターフェースで「Enter」をクリックして、メイン操作インターフェースに入ります。(図5-14)
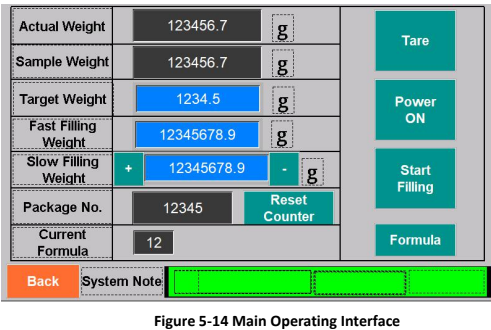
実重量:実際の重量はデジタルボックスに表示されます。
サンプル重量:デジタルボックスには前の缶の重量が表示されます。
目標体重:数値ボックスをクリックして目標体重を入力します。
高速充填重量:数値ボックスをクリックして高速充填の重量を設定します。
低速充填重量:デジタルボックスをクリックして低速充填の重量を設定するか、デジタルボックスの左右をクリックして重量を微調整します。微調整する加減量は、充填設定インターフェースで設定する必要があります。
重量センサーが設定された高速充填重量に達したことを検知すると、低速充填重量が変更され、低速充填重量に達した時点で充填が停止します。一般的に、高速充填の設定重量は包装重量の90%に設定され、残りの10%は低速充填で充填されます。低速充填の設定重量は包装重量(5~50g)と等しくなります。具体的な重量は、包装重量に応じて現場で調整する必要があります。
2.「電源ON」をクリックすると、図に示すように「モーター設定」の選択ページがポップアップ表示されます。5-15各モーターのオン/オフを選択したら、「Enter」ボタンをクリックしてスタンバイ状態にします。
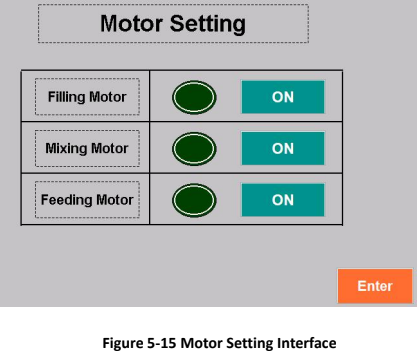
充填モーター:モーターの充填を開始します。
ミキシングモーター:ミキシングモーターを起動します。
給餌モーター:モーターへの給電を開始します。
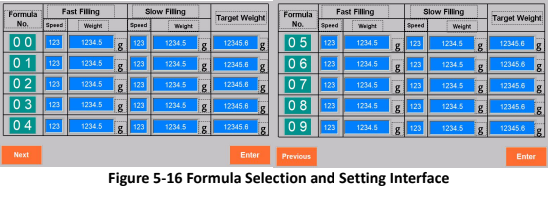
3. 「数式」をクリックすると、図のように数式の選択と設定ページに入ります。図5-16配合表は、各種材料の配合比率、流動性、包装重量、包装要件に応じて変化する充填条件を記憶する領域です。8つの配合表が2ページにわたって保存されています。材料を交換する際、機械に同じ材料の配合表が既に登録されている場合は、「配合表番号」をクリックし、「確認」をクリックすることで、対応する配合表を生産状態に素早く呼び出すことができ、装置パラメータを再調整する必要はありません。新しい配合表を保存する必要がある場合は、空の配合表を選択してください。「配合表番号」をクリックし、「確認」をクリックすると、この配合表が入力されます。以降のパラメータは、他の配合表を選択するまで、この配合表に保存されます。
自動スクリュー充填機はどのように使用すればよいですか?
準備:
1) 電源ソケットを差し込み、電源を入れ、「主電源スイッチ」をオンにします。
時計回りに90度回すと電源が入ります。

注記:本装置には、三相5線コンセント、三相活線、単相空線、単相アース線が専用に装備されています。配線を間違えると、電気部品の損傷や感電につながる可能性がありますので、ご注意ください。接続前に、電源がコンセントに適合していること、および筐体が確実にアースされていることを確認してください。(アース線は必ず接続してください。アース線を接続しないと、安全上の問題が発生するだけでなく、制御信号に大きな干渉が発生します。)また、当社では、自動包装機向けに単相または三相220V電源をカスタマイズすることも可能です。
2. 入口に必要な空気源を取り付けます:圧力P≥0.6mpa。
3.赤い「緊急停止」ボタンを時計回りに回すと、ボタンが跳ね上がります。これで電源を制御できます。
4.まず、「機能テスト」を実行して、すべてのコンポーネントが正常に動作していることを確認します。
仕事を入力する
1.電源スイッチをオンにして、操作選択インターフェイスに入ります。
2. 操作選択インターフェイスには 4 つの操作オプションがあり、それぞれの意味は次のとおりです。
入力:図 5-4 に示すメイン操作インターフェイスに入ります。
パラメータ設定:すべての技術的パラメータを設定します。
機能テスト:正常に動作しているかどうかを確認する機能テストのインターフェース。
障害ビュー:デバイスの障害状態を表示します。
機能と設定:
正式なパッケージ化の主な操作とパラメータ設定について知るには、次のセクションをよくお読みください。
1.操作選択インターフェースで「Enter」をクリックして、メイン操作インターフェースに入ります。
実重量: 数値ボックスには現在の実際の重量が表示されます。
目標体重: 数値ボックスをクリックして測定する重量を入力します。
充填パルス:数値ボックスをクリックして充填パルス数を入力します。充填パルス数は重量に比例します。パルス数が多いほど、重量も大きくなります。スクリューフィラーのサーボモーターは1回転あたり200パルスです。ユーザーは包装重量に応じて対応するパルス数を設定できます。数値ボックスの左右にある+-をクリックすると、充填パルス数を微調整できます。各加算と減算の「微調整」設定は、トラッキングモードの「微調整」で設定できます。
トラッキングモード: 2つのモード。
トラッキングこのモードでは、充填済みの包装材をスケールに載せると、システムが実際の重量と目標重量を比較します。実際の充填重量が目標重量と異なる場合、数値ウィンドウに表示されるパルス量に応じてパルス量が自動的に増減します。偏差がない場合、調整は行われません。パルス量は、充填と計量が行われるたびに1回自動的に調整されます。
追跡なし:このモードでは自動トラッキングは行われません。スケール上で包装材を任意に計量し、パルスボリュームは自動調整されません。充填重量を変更するには、手動でパルスボリュームを調整する必要があります。(このモードは、非常に安定した包装材にのみ適しています。パルスの変動が少なく、重量の偏差がほとんどないため、包装効率の向上に役立ちます。)
パッケージ番号: 主にパッケージ番号を追跡するために使用されます。
システムは満杯になるたびに1件ずつ記録します。累積パッケージ数をクリアする必要がある場合は、「カウンターをリセットします。梱包数はクリアされます。
フォーミュラ:配合選択・設定ページに入ると、配合とは、各種材料の配合比率、流動性、包装重量、包装要件に応じて変化する配合を記憶する領域です。2ページに8つの配合があります。材料を交換する際、機械に同じ材料の配合記録が既に保存されている場合は、「配合番号」をクリックし、「確認」をクリックすることで、対応する配合を生産状態に素早く呼び出すことができ、装置パラメータを再調整する必要はありません。新しい配合を保存する必要がある場合は、空の配合を選択してください。「配合番号」をクリックし、「確認」をクリックして、この配合を入力します。以降のすべてのパラメータは、他の配合を選択するまで、この配合に保存されます。
風袋重量: 秤の上の重量すべてを風袋重量とみなします。重量表示ウィンドウに「0」と表示されます。包装重量を正味重量にするには、まず外装を計量器に載せ、風袋引きを行ってください。すると、表示される重量が正味重量になります。
モーターのオン/オフ: このインターフェイスに入ります。
各モーターの開閉を手動で選択できます。モーターを開いた後、「戻る」ボタンをクリックして作業画面に戻ります。
荷造りを始めましょう:「モーターON」の状態で、一度クリックすると充填スクリューが1回転し、1回の充填が完了します。
システムノート:システムアラームが表示されます。すべてのコンポーネントが準備完了している場合は、「システム正常」と表示されます。デバイスが通常の操作に応答しない場合は、システムアラームを確認してください。プロンプトに従ってトラブルシューティングを行ってください。相の欠相や異物の侵入などによりモーター電流が過大になると、「故障アラーム」インターフェイスが表示されます。デバイスはモーターを過電流から保護する機能を備えているため、過電流の原因を特定する必要があります。トラブルシューティングが完了した後にのみ、機械は動作を継続できます。
パラメータ設定
「パラメータ設定」をクリックし、パスワード 123789 を入力すると、パラメータ設定インターフェイスに入ります。
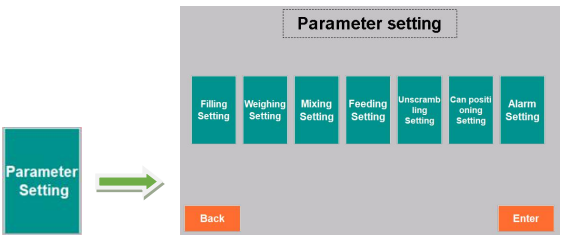
1.充填設定
パラメータ設定インターフェースで「充填設定」をクリックして、充填設定インターフェースに入ります。
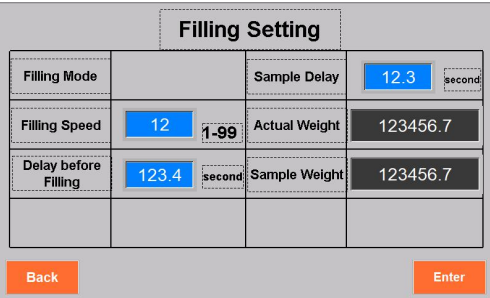
充填速度:数値ボックスをクリックして充填速度を設定します。数値が大きいほど、供給速度が速くなります。1~99の範囲で設定してください。30~50の範囲で設定することをお勧めします。
遅れ前に充填:その 充填までの経過時間。0.2秒から1秒の間で設定することをお勧めします。
サンプル遅延:秤が重量を受け取るまでにかかる時間。
実重量:現時点での体重計の重量を表示します。
サンプル重量: 最新の梱包の重量です。
1)ミキシング設定
パラメータ設定インターフェースで「ミキシング設定」をクリックして、ミキシング設定インターフェースに入ります。

手動モードと自動モードを選択します。
自動:これは、機械が充填と混合を同時に開始することを意味します。充填が完了すると、機械は一定時間後に自動的に混合を停止します。このモードは流動性の高い材料に適しています。混合時の振動による材料の落下を防ぎ、包装重量に大きなばらつきが生じるのを防ぎます。
マニュアル:一時停止することなく連続的に動作します。手動ミキシングとは、ミキシングの開始と停止を手動で行うことを意味します。設定を変更するまで、同じ動作を繰り返します。通常のミキシングモードは手動です。
ミキシング遅延:自動モードを使用する場合は、時間を 0.5 ~ 3 秒に設定するのが最適です。
手動ミキシングの場合、遅延時間を設定する必要はありません。
3) 給餌設定
パラメータ設定インターフェースで「給餌設定」をクリックして、給餌インターフェースに入ります。
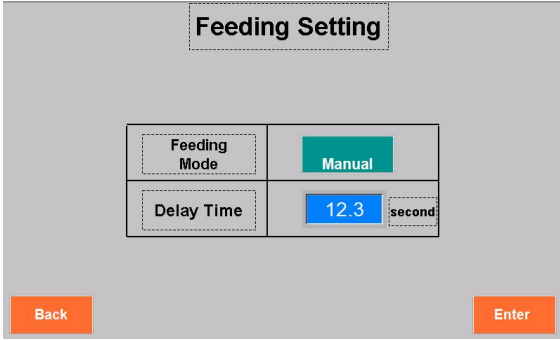
給餌モード:手動給餌または自動給餌を選択します。
自動:材料レベルセンサーが供給の「遅延時間」内に信号を受信できない場合、システムは材料レベルが低いと判断し、供給を開始します。通常の供給モードは自動です。
マニュアル:給餌モーターをオンにして手動で給餌を開始します。
遅延時間:機械が自動供給を行っている場合、材料が混合中に波打つように変動するため、材料レベルセンサーは信号を受信することもあれば受信しないこともあります。供給に遅延時間を設けないと、供給モーターが過剰に起動し、供給システムに損傷を与える可能性があります。
4) スクランブル解除設定
パラメータ設定インターフェースで「スクランブル解除設定」をクリックして、スクランブル解除インターフェースに入ります。
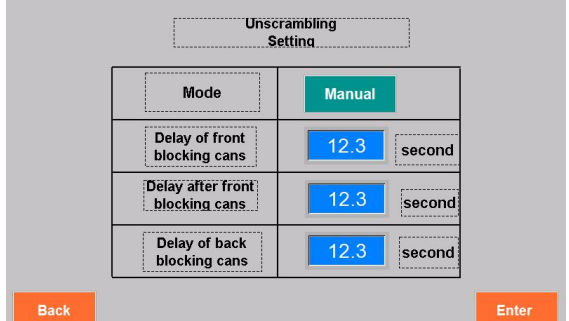
モード:手動または自動のスクランブル解除を選択します。
マニュアル:手動で開閉します。
自動:あらかじめ設定されたルールに従って起動または停止します。つまり、出力缶が一定数に達したり、渋滞が発生すると自動的に停止し、コンベア上の缶の数が一定量まで減ると自動的に起動します。
数値ボックスをクリックして、「前方ブロッキング缶の遅延」を設定します。
光電センサーがコンベア上の缶の詰まり時間が「前方缶詰まり遅延」を超えたことを検出すると、缶アンスクランブラーは自動的に停止します。
前方ブロッキング缶後の遅延:数字ボックスをクリックして、「前方缶詰まり後の遅延時間」を設定します。コンベア上の缶詰まりが解消されると、缶は通常通り前進し、設定された遅延時間後に缶アンスクランブラーが自動的に起動します。
バックブロッキング缶の遅延:数字ボックスをクリックして、缶のバックブロッキング遅延時間を設定します。装置後端に接続された缶排出ベルトに、缶バックブロッキング光電センサーを設置することができます。光電センサーが、包装された缶の詰まり時間が「缶バックブロッキング遅延時間」を超えたことを検出すると、包装機は自動的に停止します。
5) 計量設定
パラメータ設定インターフェースで「計量設定」をクリックして、計量設定インターフェースに入ります。
校正分銅:校正分銅は1000gと表示され、機器の計量センサーの校正分銅の重量を示しています。
スケール重量: 秤に載せた実際の重量です。
キャリブレーションの手順
1) 「風袋引き」をクリック
2) 「ゼロ校正」をクリックします。実際の重量は「0」と表示されます。3) 500gまたは1000gの分銅をトレイに載せ、「校正をロード」をクリックします。表示される重量が分銅の重量と一致していれば、校正は成功です。
4) 「保存」をクリックするとキャリブレーションが完了します。「ロードキャリブレーション」をクリックしても実際の重量と測定結果が一致しない場合は、上記の手順に従って、一致するまで再キャリブレーションを行ってください。(各ボタンをクリックする際は、少なくとも1秒間押し続けてから離してください。)
6) 缶の位置設定
パラメータ設定インターフェースで「Can Positioning Setting」をクリックすると、Can Positioning Setting インターフェースに入ります。
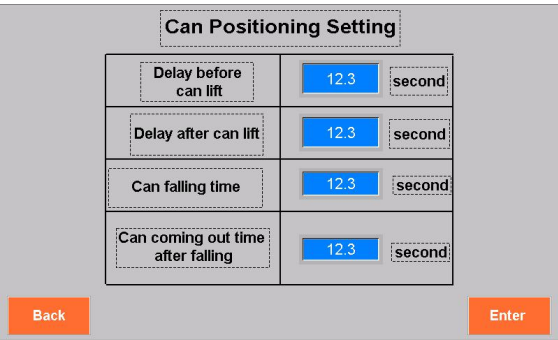
解除前の遅延:数値ボックスをクリックして「缶上昇前の遅延時間」を設定します。光電検出器が缶を検知した後、この遅延時間が経過するとシリンダーが作動し、缶を充填口の下に配置します。遅延時間は缶のサイズに応じて調整されます。
缶リフト後の遅延:数値ボックスをクリックして遅延時間を設定します。この遅延時間が経過すると、シリンダーを持ち上げ、リフトリセットを実行できます。
缶充填時間: 缶に詰めた後、瓶が落ちるまでにかかる時間。
落下後の缶の出番: 落下後の缶の出番。
7) アラーム設定
パラメータ設定インターフェイスで「アラーム設定」をクリックして、アラーム設定インターフェイスに入ります。
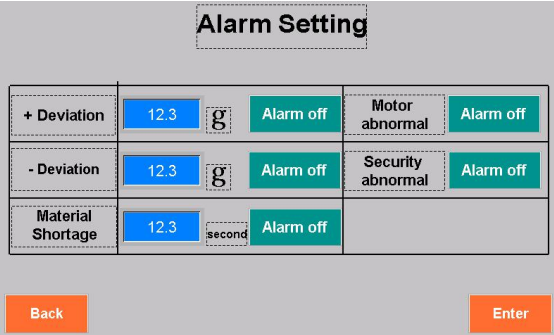
+ 偏差:実際の体重は目標体重よりも大きいです。 残高がオーバーフローを超えると、システムが警告を発します。
-偏差:実重量が目標重量より小さい。天びんがアンダーフローを超えると、システムは警告を発します。
材料不足:A 材料レベルセンサーはしばらくの間、材料を感知できません。この「材料不足」時間が経過すると、システムはホッパー内に材料がないと認識し、アラームを発します。
運動異常:モーターに何らかの障害が発生すると、ウィンドウがポップアップ表示されます。この機能は常に開いている必要があります。
セキュリティ異常:オープン型ホッパーの場合、ホッパーが閉じられていないとシステムが警報を発します。モジュラー型ホッパーにはこの機能はありません。
注記:当社の機械はお客様のご要望に応じて厳格な試験と検査を経て製造されておりますが、輸送過程において部品の緩みや摩耗が生じる場合がございます。そのため、機械を受領されましたら、梱包状態、機械表面、付属品をご確認いただき、輸送中の損傷がないかご確認ください。初めてご使用になる際は、この取扱説明書をよくお読みください。内部パラメータは、梱包材に応じて設定・調整する必要があります。
5.機能テスト
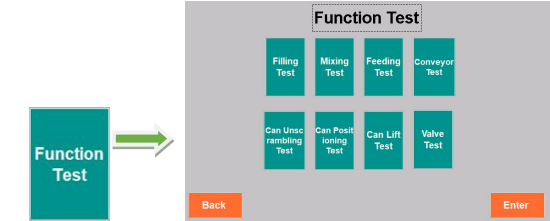
充填テスト:「充填テスト」をクリックするとサーボモーターが始動します。もう一度ボタンをクリックするとサーボモーターが停止します。サーボモーターが動作しない場合は、充填設定インターフェースで固定移動速度が設定されているかどうかを確認してください。(スパイラルアイドリングの場合は、速度を上げすぎないようにしてください。)
混合テスト:「ミキシングテスト」ボタンをクリックすると、ミキシングモーターが始動します。もう一度ボタンをクリックすると、ミキシングモーターが停止します。ミキシング動作を確認し、正しく行われているか確認してください。ミキシング方向は時計回りです(正しくない場合は、電源位相を切り替える必要があります)。異音やスクリューとの衝突が発生した場合は(発生した場合は、直ちに停止して障害を取り除いてください)。
摂食テスト:「給紙テスト」をクリックすると、給紙モーターが始動します。もう一度ボタンをクリックすると、給紙モーターが停止します。
コンベアテスト:「コンベアテスト」をクリックするとコンベアが始動します。もう一度ボタンをクリックすると停止します。
解読テスト:「Can unscramble test」をクリックするとモーターが始動します。もう一度ボタンをクリックすると停止します。
缶の位置決めテスト:「位置決めテスト」をクリックすると、シリンダーが動作し、もう一度ボタンをクリックすると、シリンダーがリセットされます。
持ち上げテスト:「持ち上げテスト」をクリックすると、シリンダーが動作を実行します。もう一度ボタンをクリックすると、シリンダーはリセットされます。
バルブテスト:「バルブテスト」ボタンをクリックすると、バッグクランプシリンダーが作動します。もう一度ボタンをクリックすると、シリンダーはリセットされます。(この動作をご存知ない場合は無視してください。)
投稿日時: 2022年4月7日